デジタル印刷機導入の理由
 お話を伺ったクラフトボックス事業部市川部長
お話を伺ったクラフトボックス事業部市川部長近年取り組んでいるSP事業においてコロナ禍で店頭でのプロモーションが減少している。コロナ禍でも売上げを伸ばすにはどのような新規事業をしたら良いか考えていた。
色々な事業を立ち上げて来られた製造部出身の市川部長は、商品のセット・アッセンブリをしているなかで段ボールの外注費が結構あることに気づき、それであれば段ボール事業を内製したら良いのではと考えられました。実際に調査を行うとコロナ禍でも出荷量は横ばいで物流自体は増加しており、通販の多様化などまだまだ伸びしろがある事がわかったそうです。
さらに段ボール印刷を考えたときフレキソ印刷だが、かなり古くからのしくみで運用されており何も変わっていない事に気づきました。デザインの制限や版代が高価であるのもその一部です。そこにデジタルでの参入の余地は十分にあると考えました。
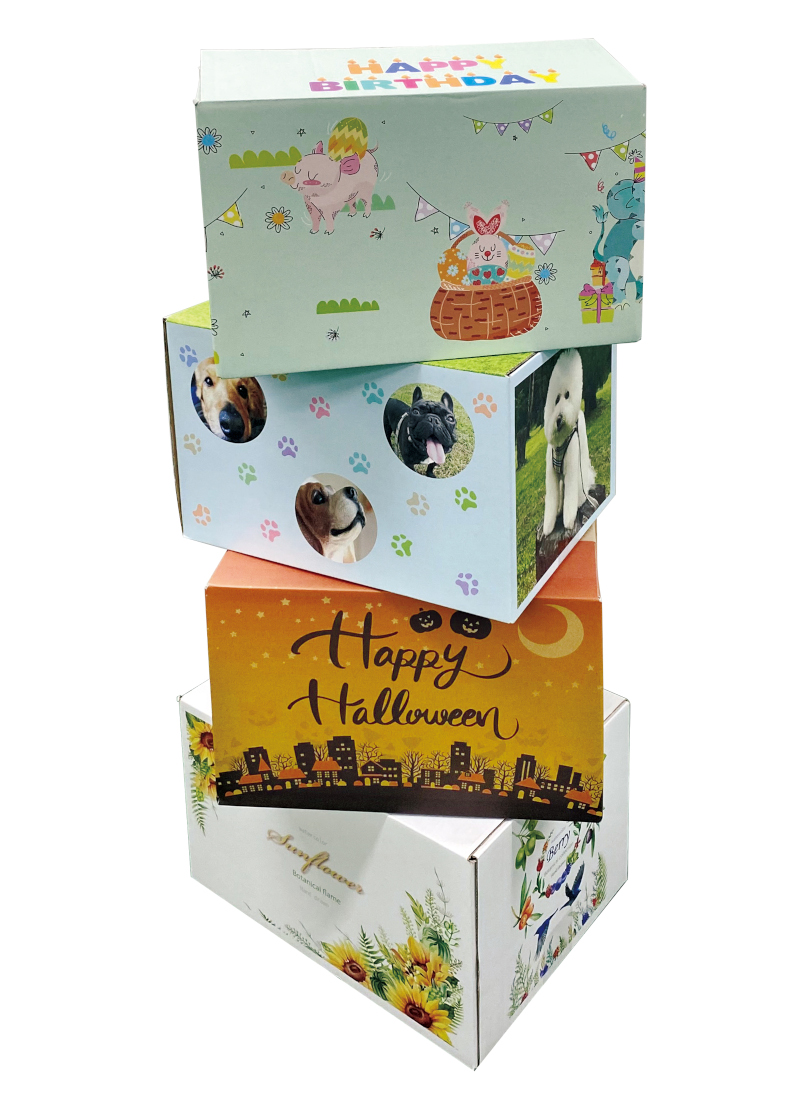
安価で大量といった市場ではなく、また従来の茶段を作るだけでは面白味がなかったのでオフセット製版・印刷で培ったノウハウとデザイン力を生かしフルカラーの美粧段ボール製造を考えられました。段ボール業界も多品種小ロットの波は来ていると思われる。既に導入されていたインクジェット(Tシャツ、UV、校正など)で運用には慣れていたのも導入がし易かった理由だそうです。
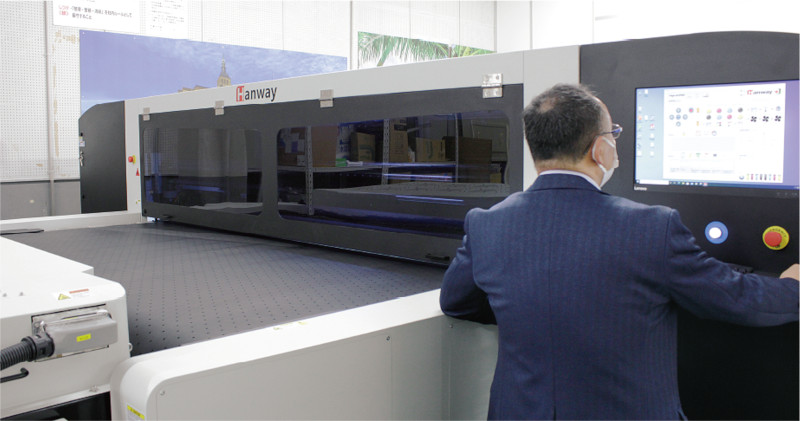
Hanway社製HighJet2500Bを選んだポイントは?
色々な機械を調べていたが選択肢は多くなかったという。染料インクを考えたとき水に濡れて色落ちやにじんでしまったら製品にならない。コートするという考えもあるが1工程増えるのは効率が悪くコストも余計にかかってしまう。UVインクもコストに加えにおいや成分によって制約が出てしまう。水性顔料という一択しかなかった。

印刷サイズも大きな事はメリットである。
(2.5mx4m)クライアントからの要望は多様である。新規参入にあたり設備コストも大きな要因であった。オフラインではあるが、インクジェット・BOXメイキングマシーン・グルアーだけで段ボール箱を製造できるソリューションも会社にマッチしたと言えるだろう。

HighJet2500Bの導入後のメリットは?
当初想定していなかった段ボール会社からの注文が増えている。
クライアントからの要望でカラー・グラフィックに対応した段ボール箱が求められ始めている。両面印刷も非常に好評である。また、現状は競合も少ないので全国からの問い合わせも来ている。版代とかを考えると輸送しても割安になる。シール貼りからの転用の仕事もある。

昨今の風潮でQRコードなど情報を追記したり、中面に広告をするなど広告ビジネスにも展開を始めている。ブランディングや付加価値など段ボール媒体の可能性に期待したい。
温度湿度環境は大変重要です。印刷品質に大いに影響を及ぼします。
湿度70%±10%・温度25℃±5℃
段ボール製造デジタルワークフロー
-
デジタル
印刷 HighJet2500B
HighJet2500B -
段ボール箱
製造 BM2500
BM2500 -